WEAVING MECHANISM/FABRIC FORMATION-II
FREQUENTLY ASKED QUESTIONS (FAQs) and ANSWERS:
Q1. What are primary motions in a loom?
Three operations like Shedding, Picking and Beating-up are often called the primary motions of weaving and must occur in a given sequence, but their precise timing in relation to one another is also of extreme importance.In order to interlace warp and weft threads to produce fabric on any type of weaving machine, the Primary motions having below three operations are necessary:
Shedding: separating the warp threads, which run down the fabric, into 2 layers to make a tunnel called the shed;
Shedding is the operation by which the warp is divided into two parts so that sufficient gap is created between them for the uninterrupted passage of the weft from one side of the loom to the other.
Picking: passing the weft thread, which traverses across the fabric, through the shed.

Picking is the operation to transfer the pick (weft) from one side of the loom to the other. In shuttle loom, picking is done from both sides. However, in shuttleless looms, it is done from only one side of the loom (generally from left). Several systems are available for the picking. The shuttle is the most traditional mode of picking and it is still being used in the industry. In shuttleless looms, following picking systems are used:
1.Rapier
2.Projectile
3.Air-jet
4.Water-jet

Beating-up: pushing the newly inserted length of weft, known as the pick, into the already woven fabric at a point known as the Fell of the Cloth.
Beat up is the operation to position the newly inserted pick up to the cloth fell i.e. the boundary up to which the fabric has been woven.

Q2. What are secondary motions in a loom?
Secondary motions are Let-off and Take-up motions. Besides Primary motions, i.e., Shedding, Picking and Beating-up, below two additional operations in the form of Secondary motions, are essential if weaving is to be continuous:(a) Warp Control (or Let-off): this motion delivers warp to the weaving area at the required rate and at a suitable constant tension by unwinding it from a flanged tube known as the weaver's beam; and
(b) Cloth Control (or Take-up): this motion withdraws fabric from the weaving area at the constant rate that will give the required pick spacing and then winds it onto a roller.
Q3. What are the objectives of the Take-up motion in a loom?
Take up motions to ensure the winding of fabric continuously as soon as it is produced. Ensuring uniform pick spacing is also another function of taking up motion. As the picks are inserted, the point of fabric formation has to be moved and, to maintain the same pick spacing, the rate of movement must be kept constant. The fabric commonly follows one or other of two paths. These are used in the direct and indirect take-up systems. In the indirect system, the fabric is passed over a take-up roller before being wound over the cloth roller. In the ''direct take-up"; the fabric is wound on the cloth roller directly with a press roller. The drive of the cloth roller is of the negative type so as to reduce the rotational speed as the diameter of the cloth on the roller increases. For this reason, the indirect take-up motions are normally considered positive whereas the direct motions are considered negative.The cloth take-up speed is controlled to give the desired number of weft (filling) insertions in a given length of fabric.
Q4. What are the objectives of the Let-off motion in a loom?
When the fabric is wound by the take-up system, the tension in the warp increases and thus it is required to release the warp from the weaver's beam which is performed by the let-off motion.The warp-wise control consists in the main of a cloth take-up system and warp let-off system which is restrained by a break so as to give the required tension in the warp.
The function of a let-off motion is to apply tension on the warp yarns to help form a clear shed. The tension also has to be high enough to develop the forces required between the warp and filling to form the cloth. The tension ratio between the warp and filling has to be correct, otherwise, the crimp levels are improperly balanced; this affects the appearance of the cloth. The let-off motion applies tension by controlling the rate of flow of warp yarns.
Q5. What is the function of the Reed?
A comb-like device that has warp ends drawn through it on a loom. The reed pushes the weft (filling) picks into the fabric during the beat-up phase.The function of the Reed is to beat-up the last pick of weft into a cloth fell. It also controls the warp density, guides the shuttle and also controls the width of the fabric. It also helps in designing cloth and creates waviness in some types of the woven design.
The reed is a closed comb of flat metal strips, which are uniformly spaced at intervals corresponding to the required spacing of the warp ends. The top and bottom baulks of the reed, which close the comb, can be made of wood wrapped with string and set in pitch (pitch-baulk reed) to produce a cheaper product, or alternatively the wires may be soldered in position on a metal bar (all-metal reed) to produce a unit of much greater accuracy. The main functions of the reed are to hold the warp threads at uniform spacing and to beat-up the newly inserted picks of weft in addition to supporting the shuttle during its traverse of the loom.
The reed plan indicates the arrangement of the warp ends in the reed dents. It is a general practice to draw more than one warp end in a reed dent. This allows the use of reasonable wire dimensions and number. Normally 2 ends/dent for the body of the fabric and 4 ends/dent for the selvedge is a reasonable combination. However. in many cases. 3 or 4 ends/dent are used. The reed plan can be either regular or irregular depending on whether or not the same number of ends per dent is used regularly across the width of the body of the warp. Some designs require the use of different numbers of ends per dent in the body of the fabric to produce certain effects in the fabric.
The ends are dented 2. ends/dent. The reed number (number of dents/inch or dents/cm) and the end density determine the width in the reed (WIR) of the warp.
Q6. Why are Temples necessary in a loom?
Temples are used to keeping the cloth near the fell stretched to reed width, or as near to it as possible.There is crimp interchange between warp and weft (filling) which is a function of the respective tensions. To get a good crimp balance, it is necessary to apply tension in the weft (filling) direction. It is not possible to do this prior to beat-up and therefore the whole fabric has to be tensioned. This is achieved by using temples, of which there are numerous types; namely Roller temple, Ring temple, etc.
Q7. Mention the function of the picker in a loom?
Picker is used to drive the shuttle from one box to another. It also sustains the force of the shuttle while entering the box.If the picker is not set correctly, both picking and checking will. induce torsional and lateral vibrations which might carry over from one pick to another. The buffer used to check the picking stick after picking can cause similar effects. An adverse attitude of the picker when it starts to accelerate the shuttle can cause the shuttle to be deflected from its proper path. This can create difficulties as the shuttle enters the shuttle box on the other side. An incorrect entry can impose very high stresses on the shuttle; it can cause vibrations of the pirn (quill) within the shuttle which can lead to faulty unwinding at a later stage. The entry of the shuttle also affects the way it is checked and this, in turn, affects the following pick. The irregularity of picking caused by such disturbances tends to be cyclic over several picks and although the mechanisms are complex, it still remains a fact that this is another sort of instability related to resonance
Q8. What is the need for the Back-Rest in a loom?
Back Rest may be of the fixed or floating type. In the first case, the backrest merely acts as a guide to the warp sheet coming from the weaver's beam. In the second case, it acts both as a guide and as a sensor for sensing the warp tension.The backrest in a loom is often oscillated deliberately to preserve, as nearly as possible, a constant warp tension. This movement not only adjusts the warp length to give the desired tension control but unfortunately it also introduces some disturbing forces. This and other excitations (such as from picking) cause the backrest. to vibrate along its length, this gives unevenness in warp tension across the width of the warp and the pattern is ever changing (because of the nature of the vibration). If large enough, this can produce patterning in the fabric, especially with fine synthetic materials.
Q9. What do you understand by the term fell of the cloth?
The cloth fell i.e. the boundary up to which the fabric has been woven. The point on a loom where yarns become cloth. The point of the last pick beaten up into the clothQ10. Give the other name for the Front-rest.
Another name of the Front Rest is Breast Beam. It is placed above the cloth roller at the front of the loom.Q11. What do you understand by the term Dent?
Dent is the open space between the wire in a comb or reed. The warp is threaded through the reed which contains a number of spaces called dents. Depending on the fabric to be woven, one or more ends may be threaded through each dent and It is normal to refer to x ends per dent, where, x stands for the relevant number.The spaces between the metal strips of REED through which the ends pass are known as dents.
Q12. Mention the function of the Breast beam.
Breast Beam acts as a guide for the cloth being wound on to the cloth roller. The Breast beam together with the backrest helps to keep the warp yarn and cloth in a horizontal position and also maintain proper tension to facilitate weaving.Q13. Define the count of the Reed.
The count of the reed is decided by the number of dents in two inches by Stockport system. It is mentioned as the 40s, 60s, 72s, 80s and so on. It indicates 40 cents per 2 inch and mostly 2 ends/dent is used.Reed determines the spacing of warp threads. Ordinary reed used for weaving cotton fabrics is made of rustless steel wires. They are bound at each end on baulks by pitch bands, whose thickness determines the spacing of dents. Sometimes brass wires are used instead of rustless steel.

All the above systems are convertible into dents per inch basis.
Q14. Define Heald count.
The number of heald eyes per inch across the healds in a set expresses the count of the healds. When a set contains 4 shafts, it is called a plain set.Example:
Find the count of the healds that will be required for weaving a 6 shaft satin fabric using 72s Stockport reed, drawn 3 ends per dent.
Solution:
Number of ends per inch in the reed,
3 x 72
= ...............
2
= 108 ends.
Therefore, the rate of knitting,
108
= ............
6
= 18 healds per inch on the rib band.
Thus we require 6 healds of 18s Heald count.
Q15. What is the function of the Sley in a loom?
The sley reciprocates once for every pick cycle to perform the beat-up.
Q16. Define the Eccentricity of the Sley.
As sley motion deviates from SHM, during its backward journey sley covers more displacement from rotation of crank shaft than the rotation of crankshaft. Similarly during its forward journey, sley covers less displacement from rotation of crankshaft than the rotation of crankshaft. This difference in the sley displacement during its backward and forward movement is termed as sley eccentricity . In case of SHM, the displacement is same from 0°-90°, 90°-180°, 180°-270° and 270°-360°.Q17. What is Tappet Shedding? Draw the passage of warp through Tappet Loom. Also mention the working principle of Tappet Shedding with a neat sketch.
A type of cam which transforms a rotary motion into a reciprocating motion in rods and levers by sliding contact is tappet. When it receives a series of lifts, with intervals of rest and thus forms a shed called tappet.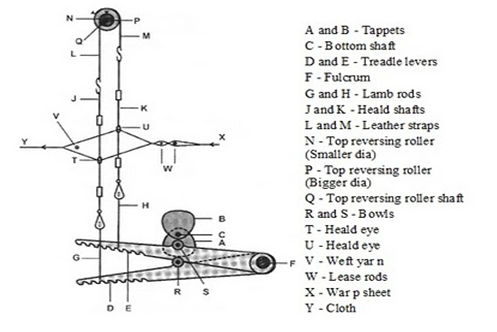
Working Principle of Tappet Shedding:
- When the bottom shaft is rotate as shown in the figure, the tappets also rotate. The tappet will depress the anti-friction bowl and the treadle. Being fulcrummed at one end, the front portion of the treadle moves down. This action is transferred to the lamb rod, the heald shaft and the leather strap. So one heald shaft is lowered and the threads connected to this heald shaft are lowered and form the bottom layer of the shed.
- The leather straps attached to the reversing rollers are connected in opposite directions, i.e. when leather strap is pulled down, it is unwound from its roller. The shaft therefore rotates in the clockwise direction and the other leather strap is wound on to its roller. The heald shaft is raised and therefore the lamb rod and treadle lever are also raised. The threads connected to the heald shaft are also raised and form the top layer of the shed.
- For the next shed, the other tappet works with the other set of bowl, treadle, lamb rod, heald shaft, strap and roller and the other heald shaft is lowered.





{kind=link}
6 Comments
WEAVING MECHANISM/FABRIC FORMATION-II
ReplyDeletehttps://beginnerstextile.blogspot.com/2019/04/weaving-mechanismfabric-formation-ii.html
Thankyou for being with us
DeleteNice to hear of this post
ReplyDeletePlease read my
Site
www.textiletrick.com
https://beginnerstextile.blogspot.com/2019/04/weaving-mechanismfabric-formation-ii.html?showComment=1578854721108&m=1#c8927292775266244773
ReplyDeleteHello Dear..
ReplyDeleteI appreciate your Informative post and It's very helpful.thanks for sharing Keep it up!
Scuff Tester
Box Compression Tester Digital
Testing Equipment
Tensile Strength Tester
Cupping Machine
Hi..
ReplyDeleteI appreciate your Informative post and thanks for sharing.
Scuff Tester
Drop Tester Machine
Seal Integrity Tester
Tearing Strength Tester
Testing Instruments